LaserCladding – Das Häuser-Verfahren
Das Häuser-Verfahren ist eine von uns entwickelte Laser-Pulverbeschichtung (LaserCladding).
Mit einem Laserstrahl wird der pulverförmige Beschichtungswerkstoff – in der Regel INCONELTM 625 oder 686 – auf die Bauteiloberfläche aufgeschmolzen.
Der entstehende metallurgische Verbund mit der Oberfläche des Grundmaterials verhindert ein späteres Schichtversagen auf Grund von Unterwanderung oder Ablösung. Die Beschichtung weist eine sehr hohe Homogenität und Reinheit des geforderten Beschichtungswerkstoff es über die gesamte Schichtdicke auf. Die aus der Schweißtechnik bekannten Aufmischungen und Verunreinigungen des Schichtmaterials mit Elementen aus dem Grundwerkstoff treten nur in einem minimalen Umfang auf.
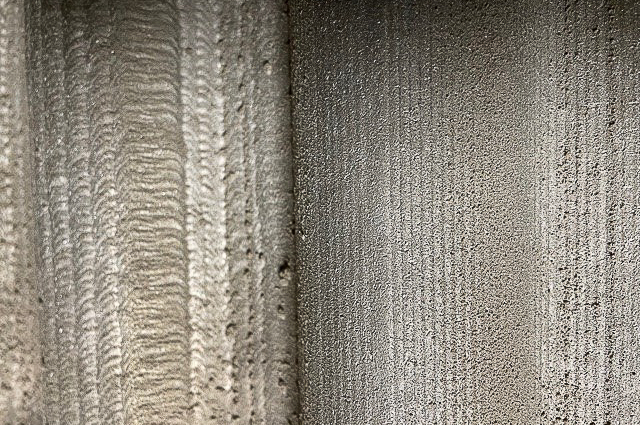
- Beschichtungen im Häuser-Verfahren (links) weisen eine wesentlich homogenere/glattere Oberfläche auf.
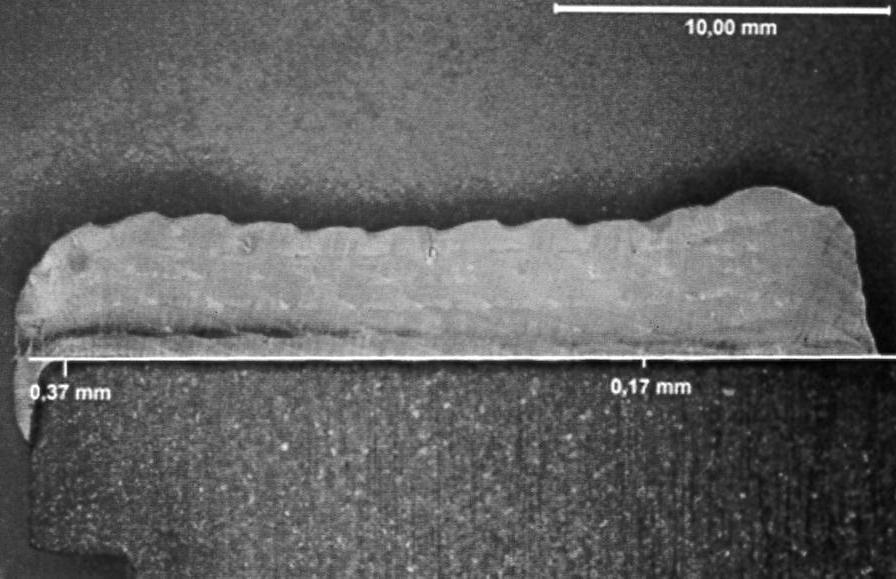
Häuser-Verfahren
Beim Häuser-Verfahren erfüllt bereits eine einlagige Beschichtung die Anforderungen an Reinheit und (Wirk-) Schichtstärke.
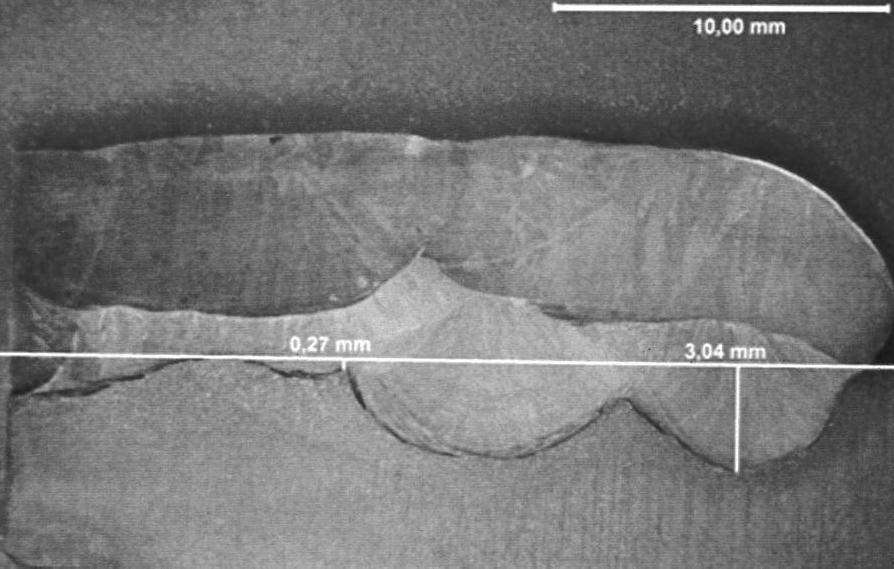
Auftrag-Schweißen
Beim herkömmlichen Auftragschweißen muss infolge der Aufmischung eine zweite „reine“ Schutzschicht in einem zusätzlichen Arbeitsgang aufgebracht werden.
LaserCladding vs. Schweißplattierung
LaserCladding mit InconelTM – Basis bietet alle schweiß- und bearbeitungstechnischen Eigenschaften konventionell schweißplattierter Membranwände, so dass eine vollständige Kompatibilität gewährleistet ist. Schichten können überlappend geschweißt, Anker und Stifte aufgebracht, sowie Beschädigungen vor Ort repariert werden – ohne zusätzliche Qualifikationen für das Montagepersonal. Vorteile wie reduzierte Nebenzeiten und Materialverbrauch senken Aufwand und Kosten der Schweißnahtvorbereitung um bis zu 30 %, was LaserCladding wirtschaftlich attraktiv macht.
| LaserCladding | Schweißplattierung | |
| Verfahren | Thermisches Spritzen | Schweißen |
| Ausführung | Nur in der Werkstatt | In der Werkstatt und Vor-Ort |
| Kühlung erforderlich | Keine Kühlung notwendig, da der Wärmeeintrag sehr gering ist. | Wasserkühlung der Rohre aus Qualitätsgründen zwingend erforderlich |
| Abreinigung | Glasperlen / Strahlmittel | Glasperlen / Strahlmittel |
| Beschichtung | einlagig 0,5 bis 1mm; Standarddicke: 1mm | einlagig oder mehrlagig 0,8 bis 2,4mm; Standarddicke: 2mm |
| Eisengehalt | Bei 0,5mm <= 3% | Bei 0,8mm < 8% |
| Stärke der Aufmischzone | ca. 0,15 – 0,3mm | ca. 0,4 – 0,9mm |
| Montagehandling | LaserCladding-Schichten können wie schweißplattierte Schichten bearbeitet werden. Kombination von LaserCladding und (Hand-)Schweißung vor Ort problemlos möglich. | Schweißtechnische Montage vor Ort problemlos möglich. |
| Oberflächenstruktur | Linienartige Struktur Linien überlappen einander | Schuppige Struktur Schweißlagen überlappen einander |
Technologie im Detail: Das Laserspritzverfahren erklärt
Das Laserspritzverfahren ist das jüngste Mitglied in der Familie der Thermischen Spritzverfahren. Als Energiequelle wird anstatt einer Flamme, eines Plasmas oder eines elektrischen Stromes die Kraft des Lichts genutzt, um einen pulverförmig vorliegenden Werkstoff aufzuschmelzen und metallurgisch mit der Bauteiloberfläche zu verbinden.
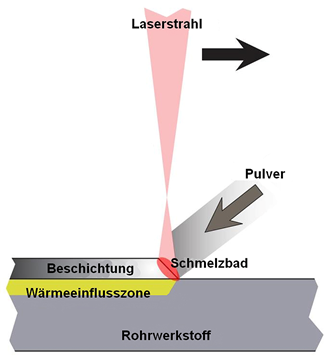
Mit Hilfe einer speziellen Optik wird ein Laserstrahl erzeugt, um pulverförmige Werkstoffe und Werkstofflegierungen im Moment des Auftreffens miteinander und auf eine Bauteiloberfläche aufzuschmelzen sowie die geschmolzenen Pulverpartikel metallurgisch mit der Oberfläche zu verbinden. Durch eine speziell entwickelte Prozesssteuerung wird der Aufschmelzvorgang kontinuierlich überwacht und die für einen optimalen Schmelzverbund notwendige Energie im Millisekundentakt angepasst. Der entstehende Verbund ist einer herkömmlichen schweißtechnischen Verbindung ähnlich, weist jedoch einige signifikante Vorteile auf: Auf Grund des kontinuierlichen Prozesses und der Prozesssteuerung kann die eingebrachte Wärmeenergie minimiert werden, ohne die Gefahr von Bindefehlern zwischen Schicht und Substrat. Infolge der stark reduzierten Aufschmelzzone entsteht eine sehr viel geringere Aufmischung und Durchmischung des Schichtwerkstoffes mit (Fe-)Bestandteilen aus dem Bauteil – die lasergespritzte Schicht ist somit sehr viel reiner und homogener im Aufbau als eine herkömmlich geschweißte Schicht. Dieser Vorteil kann bei Korrosionsschutzschichten genutzt werden, um die Schichtdicke bei gleicher Korrosionsbeständigkeit gegenüber Schweißplattierungen drastisch zu verringern. Da der Prozess automatisiert abläuft, ist zudem eine sehr hohe Prozessreliabilität gegeben.
Fa. Häuser setzt das Laserspritzverfahren zur Beschichtung und Reparatur von unterschiedlichsten Bauteilen ein. Im Bereich des Kesselbaus werden Membranwände mit Werkstoff „Inconel 625“ oder „Hastelloy C“ als Alternative zur herkömmlichen Auftragschweißung beschichtet, in der maritimen Technik können Bauteile aus temperatursensiblen Duplex-Werkstoffen mit Nickel- oder Kobalt-Basis-Legierungen beschichtet werden und in der Armaturentechnik ermöglicht die Laserspritztechnik die Wiederaufarbeitung und Reparatur verschlissener Bauteile, wie z.B. Spindeln, Buchsen, Dichtplatten etc.