Plasmaspritzverfahren
Wie funktioniert Plasmaspritzen?
Das pulverbasierte Plasmaspritzverfahren nutzt einen extrem energiereichen Lichtbogen, um ein inertes Gas, meist Argon, in den Plasmazustand zu versetzen. Dabei erreicht das Gas Temperaturen von ca. 18.000°C, dehnt sich um das 100-fache aus und beschleunigt durch die Pistolenbauart bis auf Schallgeschwindigkeit. Der Beschichtungswerkstoff wird pulverförmig in das Plasma eingedüst und innerhalb von Millisekunden aufgeschmolzen. Mit hoher Geschwindigkeit treten sie schmelzflüssig aus der Pistole aus und haften mechanisch an der zuvor aufgerauten Oberfläche.
Durch die schnelle Rekombination des Plasmas nach Austritt bleibt die Bauteiltemperatur während des Prozesses niedrig (max. 80-100°C), was Materialverzug verhindert.
Nahezu alle metallischen und keramischen Werkstoffe können verarbeitet werden
Die resultierenden Schichten zeichnen sich durch hohe Haftzugfestigkeit, geringe Porosität und eine minimale Oxidationsneigung aus. Dank der extremen Temperaturen im Plasma können nahezu alle metallischen und keramischen Werkstoffe verarbeitet werden, sofern sie in Pulverform herstellbar sind und einen Schmelzpunkt besitzen. Das Verfahren bietet daher eine außerordentliche Materialvielfalt und Flexibilität.
Optimierung des Verfahrens durch nachträgliche Wärmebehandlung
Die Häuser & Co. GmbH hat das Plasmaspritzverfahren durch eine nachträgliche Wärmebehandlung der Schichten weiter optimiert.
Diese Innovation schafft einen metallurgischen Verbund zwischen Schicht und Substrat, der ein Abplatzen oder Unterwandern der Schicht
unmöglich macht. Zudem bleibt die Schicht vollständig frei von Eisenkontaminationen aus dem Grundmaterial.
Die gewünschten Korrosions- und Verschleißschutzeigenschaften bleiben über die gesamte Schichtdicke hinweg unverändert erhalten und sorgen für eine besonders langlebige und zuverlässige Beschichtung.
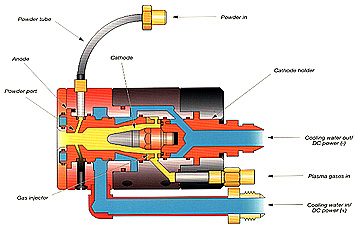
Das Funktionsprinzip:
Im vorderen Gehäuseteil der Plasmapistole wird zwischen einer fingerköpfigen Wolframkathode und einer diese umgebenden düsenförmigen Kupferanode ein durch Gaszufuhr stabilisierter Lichtbogen gezündet. Bei dem über einen Injektor zugeführten und bei diesem Vorgang aufgeheizten Gas handelt es sich um Argon, dem bei der Verarbeitung spezieller Werkstoffe Helium, Wasserstoff oder Stickstoff beigefügt sein kann.
Die Gasaufheizung bewirkt bei der Verwendung von Argon als Plasmagas Ionisierungsvorgänge, die ein elektrisch leitfähiges Gas entstehen lassen, welches Plasma genannt wird. Der Ionisierungsvorgang bewirkt eine Volumenvergrößerung des Gases um ungefähr das Hundertfache und durch die vorgegebene Geometrie der düsenförmigen Kupferanode erreicht der Plasmastrahl Geschwindigkeiten bis hin zur zweifachen Schallgeschwindigkeit. Die Temperatur des Plasmastrahls beträgt beim Einsatz von Argon ca. 18.000 Grad Celsius.
Damit die Plasmapistole bei dieser hohen Temperatur nicht zerstört wird, ist eine intensive Kühlung mit 25 Litern Wasser pro Minute bei einem Druck von 18 bar notwendig. Das Wasser wird über das vordere Gehäuseteil zugeführt und über den Kathodenhalter, der im mittleren Gehäuseteil sitzt, zum Wärmetauscher zurückgeführt.
In das Plasma, das die Pistole als Strahl in axialer Richtung verlässt, wird der aufzubringende pulverförmige Werkstoff über einen Argon-Gasstrom zugeführt, von ihm aufgeschmolzen und zur Beschichtungsfläche hin beschleunigt. Das Plasma rekombiniert unmittelbar nach Verlassen der Pistole und geht als normales gasförmiges Argon in die umgebende Atmosphäre über.
In diesem wesentlichen Punkt unterscheidet sich das Plasmaspritzen von allen anderen Verfahren aus der Familie der thermischen Spritzverfahren. Das heiße Plasma erreicht nicht die Beschichtungsoberfläche! Diese Eigenschaft hat wesentliche Vorteile bei der Beschichtung von Rohr(-wand-)oberflächen. In der Regel werden die Beschichtungsflächen nicht wärmer als 50 bis 70 Grad Celsius. Es eignet sich daher auch zur Beschichtung von Rohr mit geringen Restwandstärken (ca. 2,0mm) . In mehreren Müllheizkraftwerken konnten so durch Plasmaspritzbeschichtung auch an Wandflächen mit geringsten Restwandstärken noch z.T. mehrjährige Standzeitverlängerungen erreicht werden. Durch eine regelmäßige Kontrolle und Pflege können Plasmaspritzschichten Standzeiten von > 10 Jahren erreichen.
Das Plasmaspritzverfahren kann dort, wo andere Verfahren nicht oder nicht sinnvoll eingesetzt werden können (z.B. an Kesseldecken oder sehr dünnwandigen Rohren), der Instandhaltung gute und praxisgerechte Lösungen bieten.